Üretim dünyasında her geçen gün daha yüksek hız, daha düşük maliyet ve daha büyük hassasiyet talep ediliyor. Bu talepleri karşılamak isteyen firmalar, geleneksel üretim tekniklerinin ötesine geçerek daha akıllı ve verimli yöntemlere yöneliyor. İşte bu noktada karşımıza çıkan teknolojilerden biri de tel erozyon ile maliyet ve zaman tasarrufu sağlayan sistemlerdir. Peki ama tel erozyon ile maliyet ve zaman tasarrufu nasıl sağlanır?
Tel Erozyon Nedir?
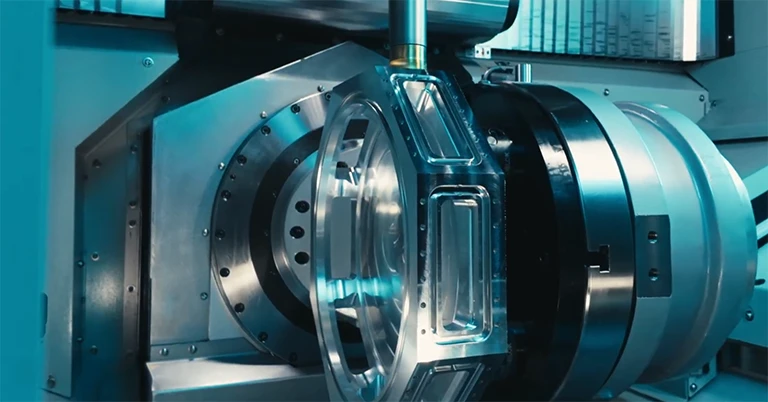
Tel erozyon, iletken malzemeleri kesmek için kıvılcım deşarjı kullanan bir talaşsız imalat yöntemidir. Elektriksel kıvılcımlar, tel ve iş parçası arasında oluşur ve bu kıvılcımlar, mikron düzeyinde malzeme aşındırarak hassas kesim sağlar. Bu yöntem, özellikle karmaşık ve hassas parçaların üretilmesinde büyük avantaj sunar.
Ancak esas önemli olan şu: Tel erozyon ile maliyet ve zaman tasarrufu nasıl sağlanır?
1. Takım Aşınması Yok Denilecek Kadar Az
Tel erozyon, kesme işlemini doğrudan fiziksel temasla değil, elektrik kıvılcımlarıyla yaptığı için takım aşınması problemi minimum düzeydedir. Geleneksel talaşlı imalatta kullanılan kesici takımlar zamanla aşınır ve değiştirilmeleri gerekir, bu da hem zaman hem de maliyet kaybına yol açar. Tel erozyon makinelerinde kullanılan tel, sürekli olarak ilerletildiği için yenilenir ve düşük maliyetlidir.
Yani: Tel erozyon ile maliyet ve zaman tasarrufu, takım değiştirme sürelerinin azalması ve daha düşük takım maliyetiyle doğrudan sağlanır.
2. Karmaşık Parçalar Tek Seferde Üretilir
Geleneksel yöntemlerle karmaşık geometriye sahip bir parçayı üretmek için birden fazla işlem basamağı gerekir. Tel erozyonda ise, bu parçalar tek bir kesimle, ilave işleme veya montaja gerek kalmadan üretilebilir.
Bu da şu demek: Tel erozyon ile maliyet ve zaman tasarrufu, işlemleri birleştirme ve üretim adımlarını sadeleştirme sayesinde elde edilir.
3. Minimum Malzeme İsrafı
Tel erozyon, yüksek hassasiyetle çalıştığı için yalnızca gereken yeri keser. Talaş kaldırma işlemleri minimum seviyededir. Bu, pahalı malzemelerin daha verimli kullanılması anlamına gelir. Özellikle titanyum, tungsten gibi zor işlenen ve pahalı metallerde tel erozyon ile maliyet ve zaman tasarrufu çok daha belirgin hâle gelir.
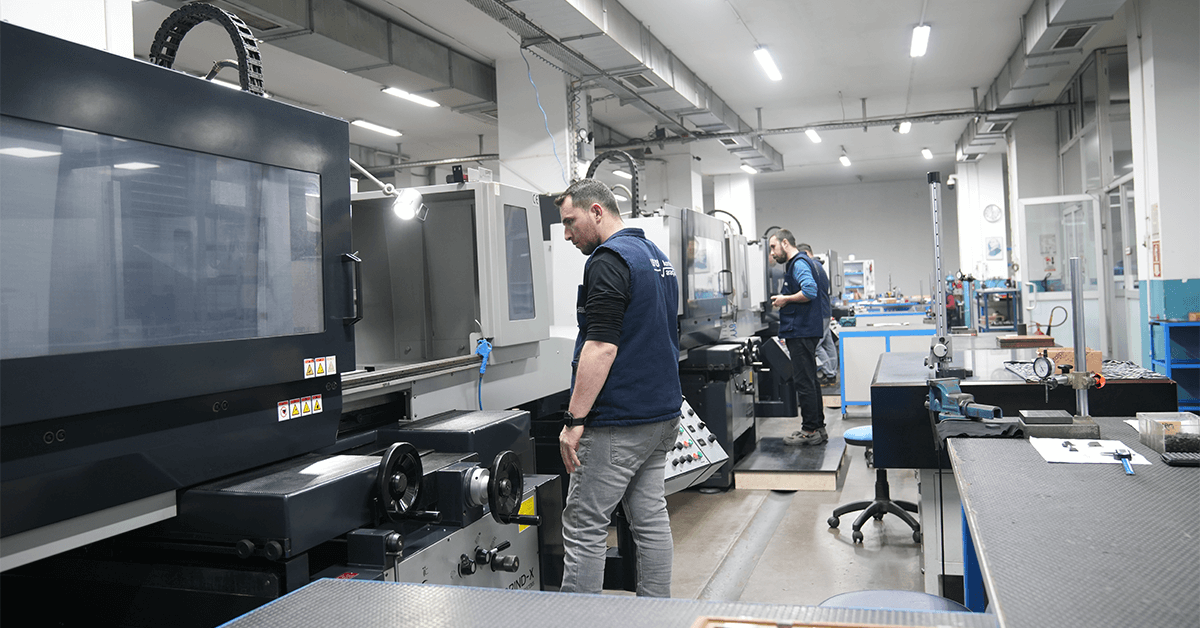
4. Otomasyon ve Kesintisiz Çalışma
Modern tel erozyon makineleri, CNC kontrollüdür ve otomasyon sistemleriyle tam entegre çalışır. Bu sistemler sayesinde makineler vardiya gözetmeksizin 7/24 çalışabilir. İnsan müdahalesine daha az ihtiyaç duyan bu sistem, personel maliyetini düşürürken üretim hızını artırır.
İşte bu da doğrudan cevabımızı destekler: Tel erozyon ile maliyet ve zaman tasarrufu, otomasyon sayesinde kesintisiz ve verimli çalışma ile sağlanır.
5. Daha Az Enerji, Daha Az Bakım
Tel erozyon makineleri, belirli bir alana odaklı çalıştığı ve sürtünme içermediği için enerji tüketimi kontrollüdür. Ayrıca, mekanik parçalarda fazla hareket olmadığından, bakım ihtiyaçları düşüktür. Bu da işletme giderlerinde azalma anlamına gelir.
Tel erozyon ile maliyet ve zaman tasarrufu, enerji ve bakım maliyetlerinin düşürülmesiyle de elde edilir.
6. Kalıp Üretiminde Üstünlük
Kalıpçılık sektörü, yüksek hassasiyet ve tekrarlanabilirlik isteyen bir alandır. Tel erozyon, mikron mertebesinde hassasiyet sağlayarak hem prototip hem de seri üretim kalıpların çok daha kısa sürede ve hatasız şekilde üretilmesini mümkün kılar.
Yani: Tel erozyon ile maliyet ve zaman tasarrufu, kalıp üretim süreçlerinde yüksek doğruluk ve düşük hata oranı ile kendini gösterir.
7. İş Gücü ve Operasyonel Verimlilik
Operatörlerin daha az müdahalede bulunması, makinelerin yazılımsal olarak kontrol edilebilmesi ve iş süreçlerinin sadeleşmesi; hem iş gücü maliyetlerinde azalma hem de daha kolay yönetilebilir bir üretim süreci yaratır.
Sonuç olarak: Tel erozyon ile maliyet ve zaman tasarrufu, operasyonel verimliliğin artışı ile doğrudan bağlantılıdır.
Yazının başındaki temel soruya artık açık ve net bir yanıt verebiliriz:
Tel erozyon ile maliyet ve zaman tasarrufu, düşük takım ve bakım maliyetleri, yüksek otomasyon, minimum malzeme kaybı, işlem sadeleştirme ve enerji verimliliği sayesinde sağlanır.**
Üstelik bu sadece bugünün değil, geleceğin üretim mantığıdır. Teknolojiye yatırım yapan işletmeler, tel erozyon gibi çözümlerle sadece maliyetlerini düşürmekle kalmaz, rekabet avantajı da elde eder.
Eğer siz de üretim süreçlerinizi dönüştürmek istiyorsanız, tel erozyon ile maliyet ve zaman tasarrufu sağlayan bu yöntemi mutlaka değerlendirmelisiniz. Çünkü geleceğin üretimi, akıllı seçimlerle başlar.